


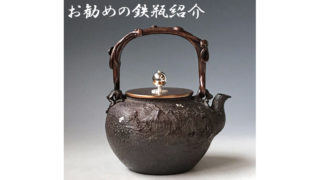
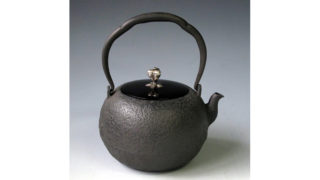






































銅器とは
銅器とは、銅を原材料とした製品の事をいいます。器や花瓶、仏像、仏具といった物から、銅像や釣鐘といった大物まで様々な物があります。主な生産地は富山県高岡市で、高岡銅器は全国シェアの90%以上を占めています。



高岡銅器の歴史
高岡銅器の歴史は古く、慶長16年(1611年)に加賀藩二代藩主、前田利長公が産業政策として、礪波郡西部金屋より7人の鋳物師を現在の高岡市金屋町に呼び寄せ鋳物工場を開設したのが始まりといわれています。当初、鋳物師らは日用品である鍋や釜、鋤、鍬といった鉄器を作っていましたが、後に多彩な金物生産を手がけるようになります。江戸中期頃には庶民の生活、文化の向上により、仏具・花瓶・香炉などの製造が徐々に盛んになっていきます。また、高岡の銅器問屋の活躍により、販路が全国に広がっていき、江戸時代末期には早くも横浜を拠点に貿易の途を開くほどでした。
明治時代に入ると高岡銅器は時代の背景によって大きな局面を迎える事となります。廃刀令により職を失った加賀藩や富山藩お抱えの象嵌職人、刀金工職人が、続々と高岡に移住した事によって、高岡銅器の装飾技術が格段に繊細で華美な物になり、製作の中心が日用品から美術工芸品へと移行しました。それらの優れた作品は明治6年(1873年)のウイーン万博を始め、世界各国の博覧会で多くの称賛を浴びました。その後、様々な技術革新が行われましたが、特に明治27年の富山県工芸学校の設立は、人材養成・技術改革に大きな成果を上げました。そして明治後期には新式溶解炉、送風機、研磨機などが導入され工場設備の近代化が始まりました。
大正時代には、明治後期から始まった技術革新が進み、大正2年に富山県工業試験場が高岡に開設された事により、近代化に益々拍車がかかりました。また、生型鋳造の実用化の成功により、製品の量産化が大いに進展しました。こうして大正から昭和にかけて高岡銅器は順調に発展を遂げましたが、日中戦争を機に業界は大きく冷え込み、太平洋戦争による物資不足で鉄や銅の金属類が使用禁止になると壊滅的な状況に追い込まれる事となってしまうのです。終戦後、高岡銅器の生産はすぐには軌道に乗らなかったものの、輸出が盛んになり、銅器産業の復興に大きな役割を果たしました。その後、高度成長期の中、ギフト需要等の増加に伴い銅器、鉄器の生産も大きく伸び、それに対応して、新しい技術を導入しての生産の増大、量産体制が整えられました。
高度成長期を経て、高岡銅器の製造・加工技術は更に向上と発展を遂げ、独自の多様な表現方法を確立し、昭和50年(1975年)には「国指定伝統的工芸品」の第一次指定、昭和54年(1979年)には「特定産業の産地」指定を受け、伝統工芸品としての地位を確固たるものとし、全国の銅器生産の90%以上のシェアを誇るようになりました。その後、経済情勢による贈答品、記念品需要の減少、中国製品の輸入、他素材商品との競合などの影響により銅器の生産量は減りはしましたが、その一方で、美術工芸品やブロンズ像以外のエクステリアといった建築関係などの他分野にも進出し、従来の枠にとらわれない時代のニーズにあった商品開発や新規分野の開拓が進んでいます。また、近年では人気漫画やアニメのキャラクター像の設置需要が高まっており、多くの作品を手掛けた高岡銅器が全国で知られるようになりました。
銅器の製造工程
銅器が完成するまでには、多数の工程がありますが大まかな工程は次のような流れになります。※鋳造法の違いにより工程は多少異なります。
1.原型の製作
考えた図案を元に木や石膏で原型を制作します。
2.型の作成
原型を元に銅を流し込む型を制作します。
3.鋳造(ちゅうぞう)
鋳造とは溶解炉で溶かした銅を鋳型(いがた)と呼ばれる型に流し込んで形を作る金工技法の一つです。鋳金(ちゅうきん)ともいい、出来上がったものは鋳物(いもの)と呼ばれます。地金の成分、その日の気温や湿度、また、流し込む速度などによって仕上がりが左右されるので、熟練された職人の技が必要となります。鋳造の種類は主に、蝋型(ろうがた)双型(そうがた)焼型(やきがた)生型(なまがた)に分けられます。
溶解炉
鋳造、仕上、着色、彫金など、様々な工程を経て製造される銅器において、1番最初の形を作り出す工程である鋳造で重要な役割を果たすのが溶解炉です。溶解炉で固形の原材料(インゴット等)を融点以上に温度を上げて溶かすことによって初めて型に金属を流し込み、形を作ることが出来るようになります。

蝋型(ろうがた)鋳造
蝋で作った原型の周りを鋳砂や石膏で覆い固め、加熱により蝋を溶かし出し出来た空間に溶かした金属を流し込む技法です。手間と時間がかかりますが、もっとも精度が高い技法で、原型の複雑な造形や風合いを忠実に表現する事が出来ます。また、継ぎ目のないきれいな鋳物を作る事が出来るのも特徴で、美術品等の製作に適した技法です。
双型(そうがた)鋳造
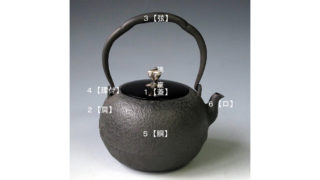
外型と、中子(なかご)の2つの型を組み合わせて出来る隙間に、溶かした金属を流し込む技法です。最も歴史のある鋳造技術の一つで、円筒型や円錐型の鋳造品(茶釜、火鉢、梵鐘)などの製作によく用いられます。
焼型(やきがた)鋳造
粘土質の土などで作った型を焼いて水分を取ったあと、溶かした金属を流し込む技法です。細かい所まできれいに仕上がりるのが特徴です。
生型(なまがた)鋳造
上下枠に原型を入れ砂を入れて押し固めます。原型を取り出すと砂の鋳型ができます。これに溶かした金属を流し込む技法です。コストが安く量産に向いた技法です。
4.仕上げ(バリ取り・研磨)
型から取り出したばかりの製品にはバリ(余分な出っぱり等)がついているので磨き落として表面を綺麗に整えます。
5.着色
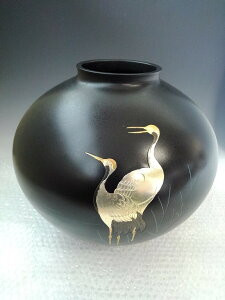
古来よりの伝統技法を用いて、一つ一つ手間暇かけて色をつけています。表面に色を塗っているわけではありません。金属が持つ本来の色をいかす為、熱した鋳肌の表面に、漆やおはぐろと呼ばれる液を掃きあげて焼き付けます。そうすることによって独特の奥深い色が表現できるのです。おはぐろの調合や掃き上げ加減が難しく高度な熟練の技が必要となります。
6.彫金(ちょうきん)
仕上がった製品に装飾を加えます。彫金には彫り、象眼等の技法があり、いずれも熟練された技術が必要となります。
彫り
鋳肌に鏨(たがね)で模様や図案、文字等を彫り込む技法です。
鏨(タガネ)
鉄瓶を装飾する彫金の際に使用します。タガネは市販されているカブと呼ばれる元となる棒状の素材を自分の使いやすいように加工して作ります。一言にタガネといっても、毛の様に細い線を彫る為の毛彫りタガネ、和筆風な線を彫る片切タガネ等々、刃先の種類や大きさで数十、数百種類にもなり、それらを状況によって使い分けながら華美な装飾を施します。
象眼(ぞうがん)
象眼という言葉には、象(かたどる)眼(はめる)という意味があり、金属の表面を彫り、そこに他の金属をはめ込んで模様等を形作る技法です。線状に細工する事が多いですが、地金に布目状の筋を彫り、その上に薄板状の金や銀をかませ打ち込んで平面にする、布目象眼(ぬのめぞうがん)といった象眼技法もあります。
打ち出し
内側より木槌等で何度も叩きながら立体感をだす技法です。
【訳あり】超特価セール!!
新品ですが長期間倉庫に置かれていた商品(デッドストック)の為、在庫処分として通常ではありえない価格で販売中!













【その他、まだまだあります超特価商品】